GSR Gewindeformer und Gewindefurcher: Was ist ein Gewindeformer? Was ist ein Gewindefurcher?
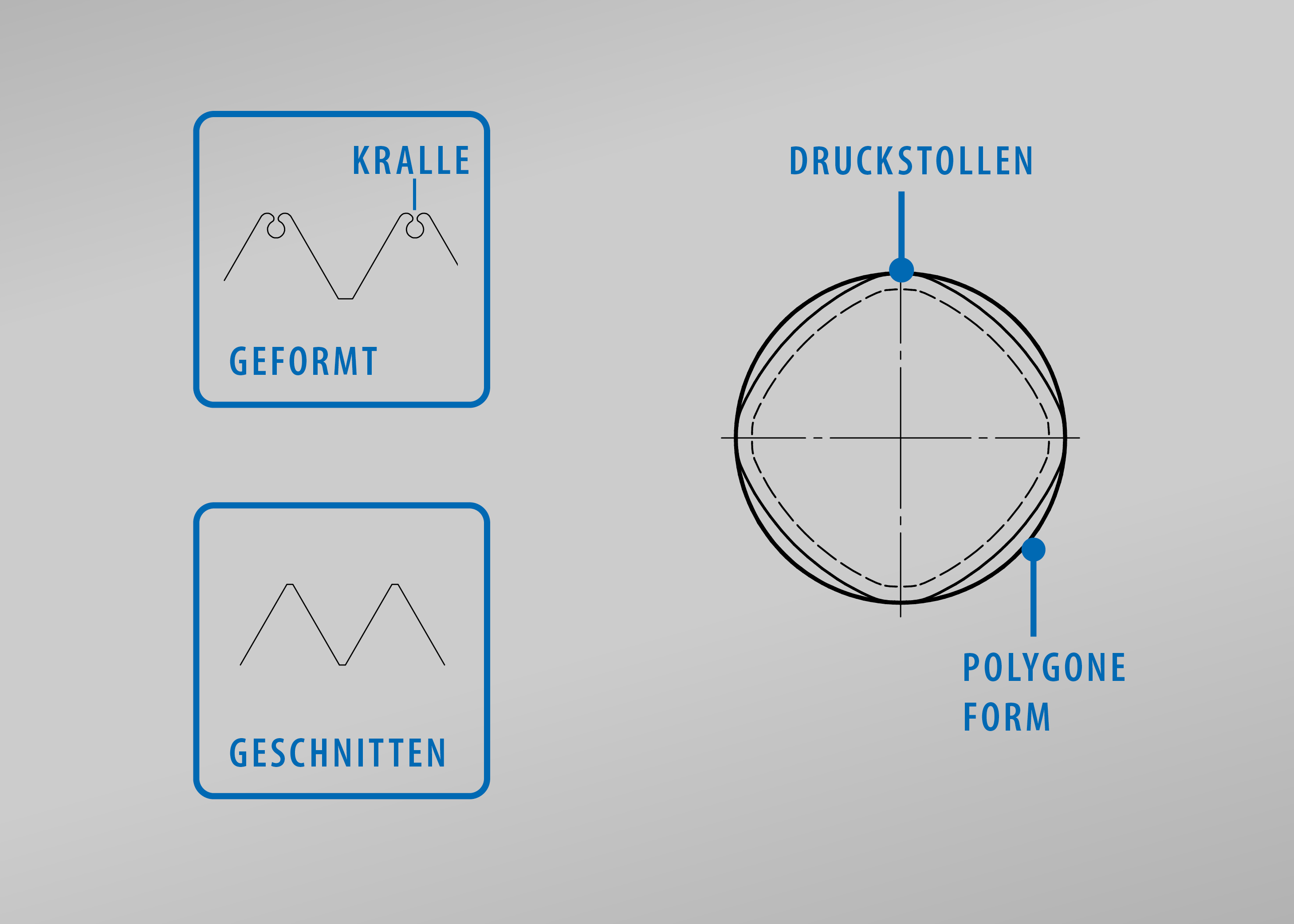
Mit dem Gewindeformer oder auch Gewindefurcher werden spanlos Innengewinde durch Kaltumformung hergestellt. Voraussetzung für den Einsatz eines Gewindeformers ist die gute Kaltumformbarkeit des Werkstoffes. Durch die Formkanten (Druckstollen) und das Polygonprofil wird das Material zur Seite gedrückt und zu einem Gewinde geformt beziehungsweise verformt. Es handelt sich um einen stufenförmigen Umformprozess. Es fallen somit keine Späne an.
Die Oberfläche ist glatt und die Bearbeitung schnell. Allerdings sind die Toleranzen beim Bohrloch enger und das eingesetzte Drehmoment ist höher als beim Gewindeschneiden. Bitte beachten Sie, dass die Gewindeformer M1 - M10 keine Schmiernute / Kühlnute aufweisen. Gewindeformer eignen sich sowohl für die Herstellung von Innengewinden bei Sacklöchern als auch bei Durchgangslöchern.
Grundsätzlich benötigen Gewindeformer ein höheres Drehmoment als Gewindeschneider. Gewindeformer werden meistens in der Industrie maschinell eingesetzt, weswegen sie in diesem Zusammenhang zusätzlich mit dem Präfix Maschinen-Gewindeformer oder Maschinen-Gewindefurchen benannt werden.
Eine wichtige Ausnahme bilden hier die Mini-Gewindeformer für Miniatur-Gewinde (M1 - M2,5). Diese können auch per Hand, sprich manuell mit entsprechendem Haltewerkzeug verwendet werden. Insbesondere Uhrmacher, Modellbauer und Goldschmiede bevorzugen Mini-Gewindeformer zu den herkömmlichen Mini-Gewindeschneidern.
Was sind die Unterschiede zwischen Gewindeschneiden und Gewindeformen?
Gewindeschneiden in ein spanendes Verfahren zur Gewindeherstellung, wohingegen das Gewindeformen ein spanloses Verfahren ist. Soweit schon einmal die wesentlichen Unterschiede zwischen den beiden Gewindewerkzeugen.
Darüber hinaus haben Gewindeformer im Gegensatz zu Gewindeschneidern eine höhere Standzeit. Zudem besitzen Gewindebohrer Schneidkanten, die nachgeschliffen werden können. Im Vergleich dazu haben Gewindeformer Formkanten und diese lassen sich natürlich nicht nachschleifen.
Auf Grund des spanlosen Verfahrens zerstört das Gewindeformen keine Materialfasern, sondern formt diese lediglich um. Das Ergebnis ist eine glattere und bessere Oberflächenstruktur sowie höhere Gewindefestigkeit am Werkstück. Beim Gewindeschneiden werden Materialfasern geschnitten, abgetragen bzw. zerstört, was zu einer rauen und weniger glatten Oberflächenstruktur führt.
Das eingesetzte Drehmoment beim Gewindeformen ist höher, weswegen Gewindeformer öfter in der Industrie im maschinellen Einsatz zu finden sind als im Do-it-Yourself Anwenderbereich. Eine Ausnahme bilden die Mini-Gewindeformer, die unter anderem auch bei der manuellen Schmuckherstellung verwendet werden.
Das Formen von Gewinden ist insgesamt schneller und präziser als das Gewindeschneiden. Gewindeformer eignen sich nicht für alle Werkstoffe und Materialien.
Ein weiterer wichtiger Unterschied zwischen Gewindeformern und Gewindeschneider sind die Kernlochmaße zum Vorbohren. Das Kernlochmaß ist beim Gewindeformen größer als beim Gewindeschneiden.
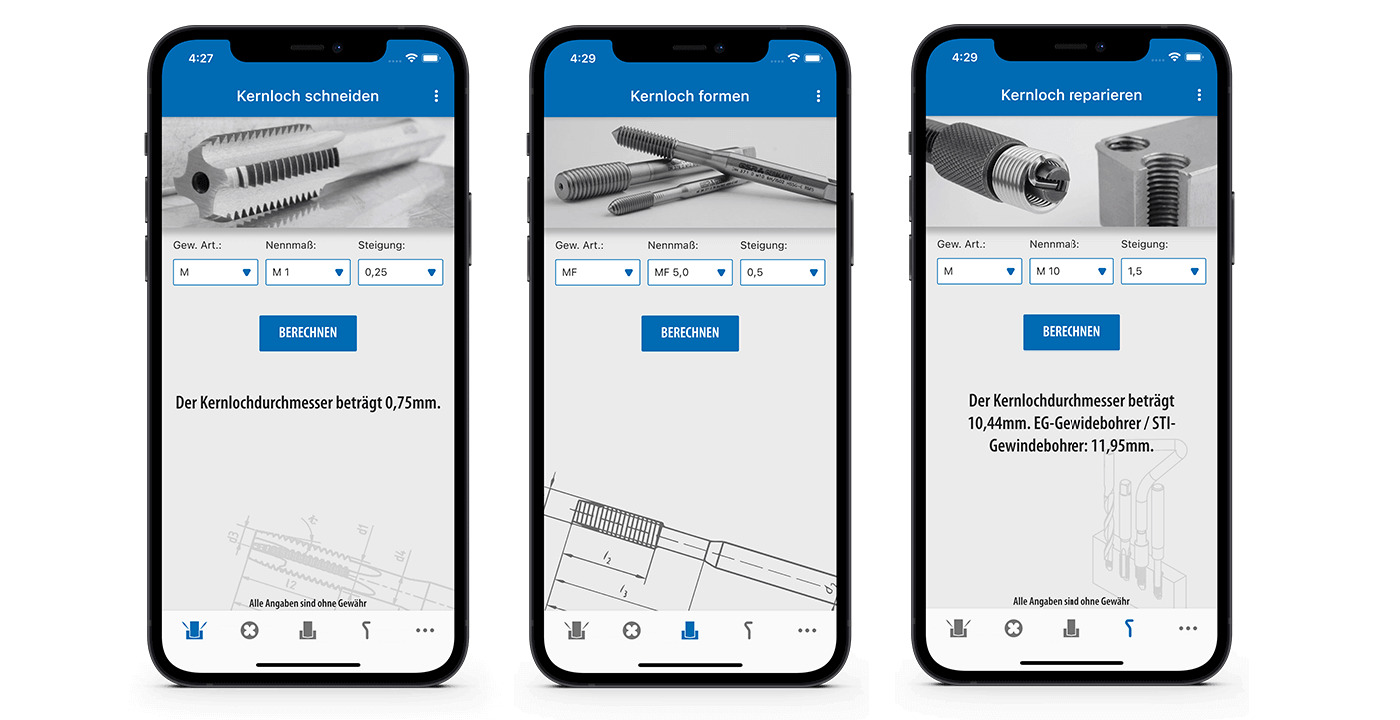
Die mathematische Formel zur Bestimmung des Kernlochdurchmessers lautet:
DK = DNenn – (0,5 × P) + 0,05
DNenn = Nenndurchmesser des Gewindes (Gewindeformer oder Gewindeschneider)
P = Gewindesteigung in mm
Mehr dazu finden Sie in der untenstehenden Kernlochmaß-Tabelle für Gewindeformer oder in unser
GSR Gewinde Rechner APP.
Was sind die Vorteile von Gewindeformer und Gewindefurcher?
Da beim Formen des Gewindes kein Material abgetragen oder geschnitten wird (Faserverlauf des Werkstoffes wird nicht zerstört), ist die Oberflächenstruktur viel glatter und dadurch hat das geformte Gewinde auch eine höhere Gewindefestigkeit.
Die Herstellung eines Gewindes mit Hilfe eines Gewindeformers ist spanlos, anders als beim Gewindeschneiden. Dies ist immer dann von Vorteil, wenn Sie einen Spänestau vermeiden möchten (Herstellung eines Sackloches) oder sogar komplett auf Späne verzichten müssen (z.B. Öltank oder Motorblöcke).
✅ Übersicht Vorteile Gewindeformer
- keine Spanbildung, keine Späne
- eignet sich für tiefe Gewinde
- höhere Standzeiten und Schnittgeschwindigkeiten
- schnelles und präzises Fertigen von Gewinden
- Verschneiden des Gewindes ist ausgeschlossen
- glattere und bessere Oberflächenstruktur
- geeignet für Durchgangslöcher und Sacklöcher
- kein axiales Verschneiden der Gewinde
Was sind die Nachteile von Gewindeformer und Gewindefurcher?
Ein Nachteil ist, dass sich Gewindeformer nicht für alle Materialien und Werkstoffe eignen. Wie bereits in der Einleitung erwähnt, kann der Gewindeformer nur bei Werkstoffen und Materialien verwendet werden, die eine gute Kaltumformung aufweisen. Ein weiterer Nachteil der Gewindeformer ist, dass die geformten Gewinde nicht nachbearbeitet werden können. Zudem können nur Innengewinde geformt werden. Außengewinde können nicht kalt umformt werden.
❎ Übersicht Nachteile Gewindeformer
- nicht für alle Werkstoffe anwendbar
- Nachschleifen oder Nachschärfen des Werkzeuges nicht möglich
- geformte Gewinde können nicht nachbearbeitet werden
- eher geeignet für den maschinellen Einsatz (Ausnahme: Mini-Gewindeformer)
- hohe Wärmeentwicklung
- Kühlmittel entscheiden über die Gewindequalität
- unvollständig ausgeformter Gewindekern
- höheres Drehmoment, bis zum doppelten Schnittmoment eines Gewindebohrers
Welche Arten von Gewindeformern gibt es?
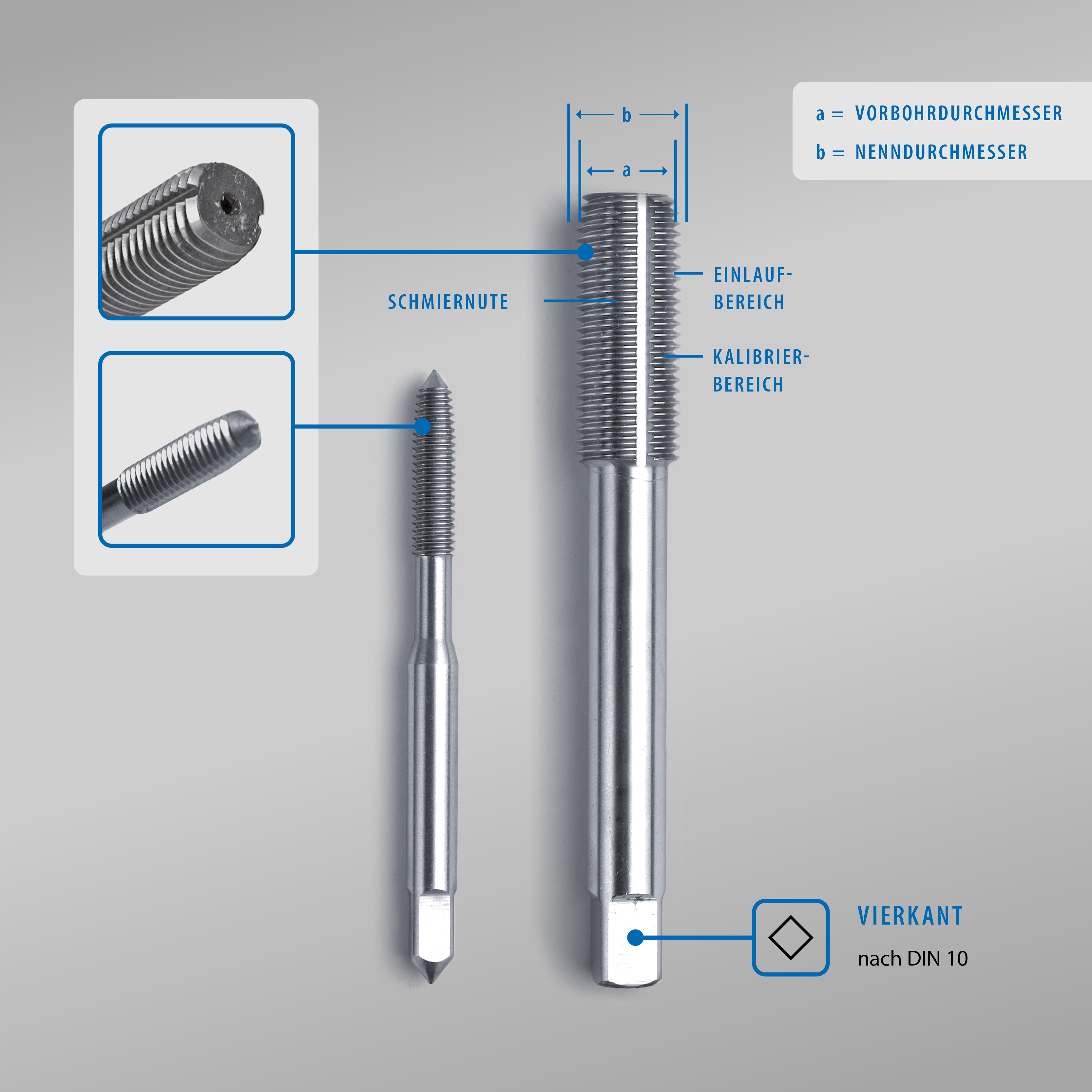
Wir unterscheiden Gewindeformer anhand der Schmiernuten, der Zentrierspitze, der Oberflächenveredelung sowie -beschichtung, der Bauform und der DIN:

Gewindeformer ohne Schmiernuten / Kühlnuten
Gewindeformer ohne Schmiernuten eignen sich vor allem für dünne und weiche Werkstoffe.
Gewindeformer mit Schmiernuten / Kühlnuten
Gewindeformer mit Schmiernuten stellen einen verbesserten Kontakt zwischen Former und Werkstückoberfläche. Die Schmiernute sorgt für eine bessere Kühlmittelverteilung und Schmiermitteltransport.
Gewindeformer mit Innenkühlung
Gewindeformer mit Innenkühlung haben in ihrer Bauform eine Innenkühlung, die sich besonders für tiefe Gewindelöcher eignet.
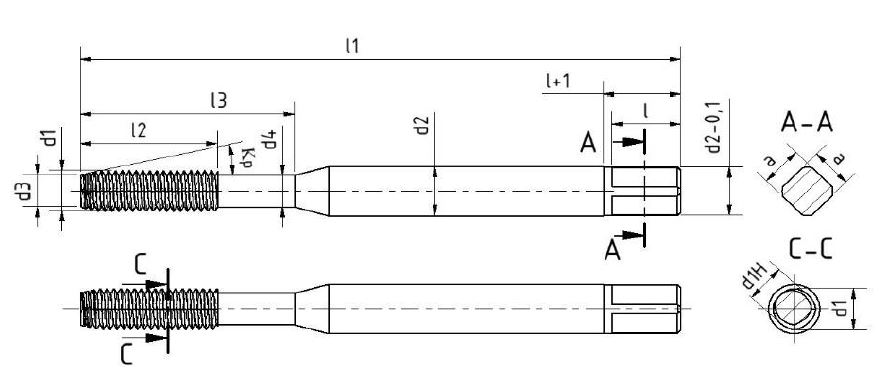
Gewindeformer nach Bauform DIN 371
Gewindeformer nach Bauform DIN 371 besitzen einen verstärken Schaft.
Gewindeformer nach Bauform DIN 376 und DIN 374
Gewindeformer nach Bauform DIN 376 und 374 besitzen einen Überlaufschaft.
Gewindeformer mit Oberflächenveredelung
TiN Gewindeformer (Titannitrid-Beschichtung, erkennbar an der goldfarbenen Veredelung)
Vap Gewindeformer (Vaporisiert bzw. dampfbehandelt gegen Kaltverschweißung, erkennbar an der schwarzfarbenen Veredelung)
HSSE-PM Gewindeformer (Pulvermetall Schnellarbeitsstahl mit Kobaltanteil, silberfarbene Veredelung)
Gewindeformer mit Zentrierspitze
Gewindeformer in den metrischen Größen von M1 - M6 besitzen eine Zentrierspitze.
Mini-Gewindeformer für Miniatur-Gewinde
Unter Mini-Gewindeformern für Miniatur-Gewinde versteht man die metrischen Größen, wie beispielweise M1, M1.1, M1.2, M1.4, M1.6, M1.8, M2 und M2.5.
Die neuen GSR Mini-Gewindeformer in HSSE-PM sind belastbarer als herkömmliche HSS-Gewindeformer und bieten eine höhere Genauigkeit.
Sie sind aus Schnellarbeitsstahl mit Kobalt mindestens 5% (HSSE) gefertigt und verfügen über eine geringere Oberflächenrauheit sowie eine sehr stabile Bauform und tragen somit zur Verringerung der Bruchgefahr bei. Dadurch lassen sich auch stärkere Gewinde prozesssicher und wirtschaftlich fertigen.
Sie eignen sich insbesondere für
Uhrmacher,
Goldschmiede und
Schmuckhersteller. Eine perfekte Ergänzung zu dem GSR
Mini-Gewindefurcher ist das
verstellbare Mini-Windeisen mit Zentrierauge (B00615100), exklusiv nur bei uns im Shop erhältlich.

Für welche Materialien / Werkstoffe eignen sich Gewindeformer? Welche Voraussetzungen müssen bei dem Einsatz von Gewindeformern gegeben sein?
- Werkstoffe mit einer Festigkeit 1200 N/mm2 und einer Bruchdehnung von ≥ 8 %
- in der Regel axiales Ausgleichfutter erforderlich
- größerer Kernlochdurchmesser bzw. Vorbohrdurchmesser erforderlich
- erweiterte Kernlochmesser-Toleranz des gefurchten Innengewindes nach DIN 13-50 zulässig
GSR Gewindeformer-Sortimente
Auf www.gewindewerkzeuge.com finden Sie eine große Auswahl an GSR Gewindeformern, Mini-Gewindeformern und Gewindefurchern in diversen Ausführungen und Oberflächenveredelungen für metrische Gewinde nach ISO.
Diese lassen sich an Ihre individuellen Anforderungen sowie unterschiedliche Werkstoffe anpassen. Die GSR Gewindeformer helfen Ihnen ein Gewinde mit einer höheren Gewindefestigkeit bei gleichzeitig hervorragender Oberflächenstruktur zu formen. Das zu bearbeitende Material muss allerdings kalt umformbar sein.
Sie sind auf der Suche nach einem Sonder-Gewindeformer mit spezieller Anforderung? Wir fertigen auf Wunsch nach Ihrer Zeichnung. Kontaktieren Sie uns unverbindlich, über das Kontaktformular oder telefonisch.
Wie lautet das Kernlochmaß für Gewindeformer?